Тиски
Тиски — механическое устройство, которое используется для фиксации заготовок. Инструмент применяется в ситуациях, когда необходимо безопасное расстояние от обрабатываемой детали, жесткий крепеж или свободные руки.
Содержание:
Устройство тисков

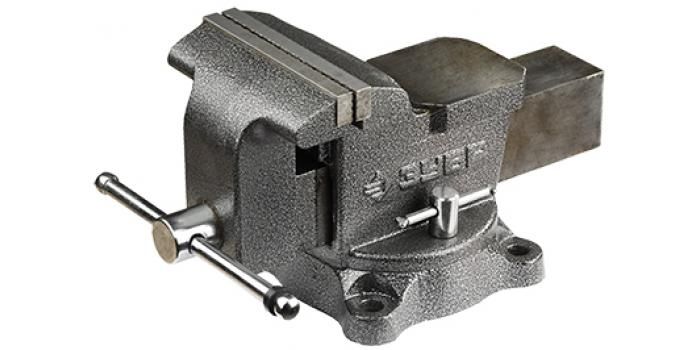
Упрощенно конструкция тисков состоит из двух губок и фиксирующего механизма с ручкой, предназначенных для плотного зажатия деталей во время обработки.
Одна губка неподвижна, поскольку прикреплена к статичному корпусу или станине тисков, а другая поддерживает перемещение путем скольжения.
Фиксирующий механизм состоит из следующих элементов:
- Ходовой винт – соединен с губками, проходит через конструкцию тисков. Чаще всего имеет трапециевидную резьбу и выполнен из стали. Движение винта управляется ручкой, которая расположена на внешнем конце.
- Опорная плита или станина чаще всего изготавливается из чугуна. Встречаются прочные стальные и облегченные дюралюминиевые вариации.
- Губки – чаще сменные с винтовым креплением. Подвижная губа обычно чугунная. Мягкие вариации подразумевают изготовление этой детали из пластика или цветных металлов.
При вращении винта по часовой стрелке подвижная губка сдвигается к станине, благодаря чему происходит фиксация детали. При вращении против часовой стрелки рукоятка перемещает скользящую губку в сторону от неподвижного зажима и открывает зазор между ними.
Жесткая фиксация помогает при распиловке, сверлении или иной механической обработке зажатых деталей.
Типы тисков

Основные типы тисков – слесарные, станочные, столярные и ручные.
Слесарные тиски
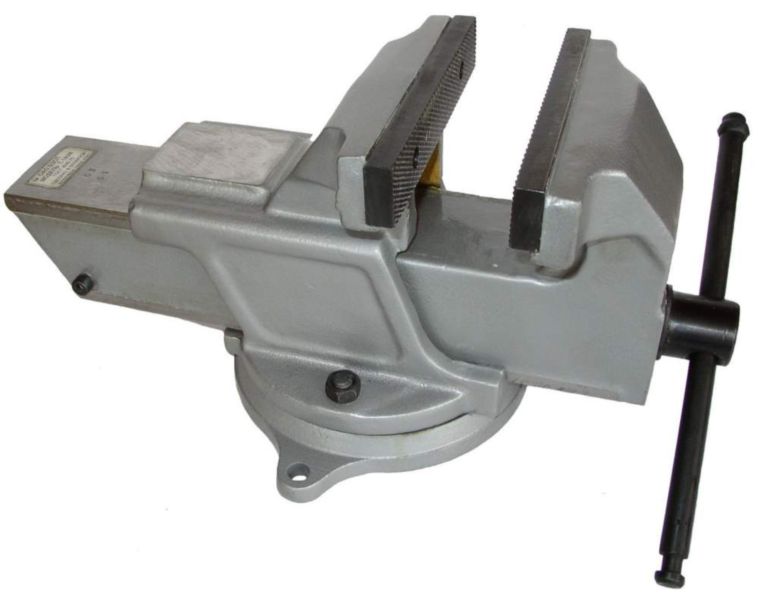
Цельнометаллический инструмент, который монтируется на верстаке или столе и крепится в основании болтами.
- По конструкции различаются стуловые и параллельные тиски.
- Доступны в стационарных и поворотных вариациях, что позволяет проводить работы под разными углами.
- Ширина губок составляет 45-200 мм.
- Длина хода подвижной губы в среднем достигает 140 мм.
Параллельные тиски
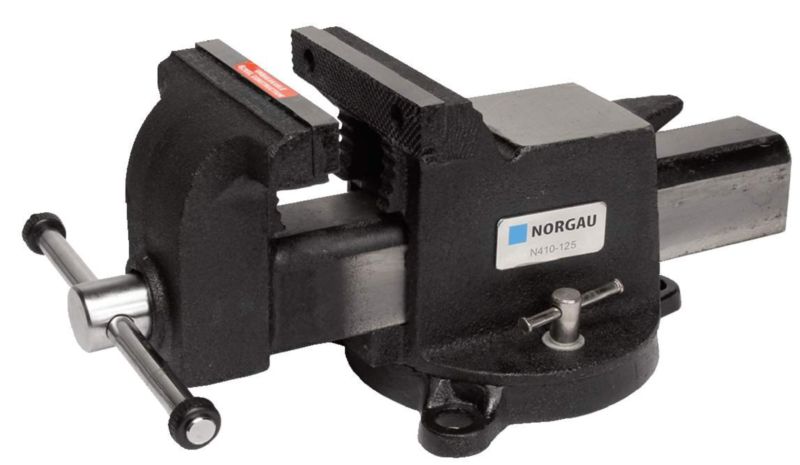
- Делятся на поворотные и неповоротные. Первые вращаются параллельно основанию вокруг оси на 60 и более градусов. Неповоротные модели жестко фиксируются, предназначены для работ в одном положении.
- Подвижная губка перемещается при вращении винта параллельно неподвижной части.
- Основа инструмента отливается из чугуна, а подвижные детали – из углеродистой стали.
- Накладные губки высокопрочных моделей производятся из инструментальной стали У8, дополняются крестообразной насечкой, крепятся после закалки винтами к основным губкам.
Стуловые тиски

Устаревший тип конструкции. Ранее крепились на основании в форме стула. Современные приспособления фиксируются на верстаках.
- Конструкция производится из кованой стали. Состоит из корпуса, дополненного губками.
- Рабочая поверхность губок усиливается приворачивающимися закаленными пластинами или на нее наваривается слой стали У8А.
- Рабочая поверхность внутри покрыта насечками для прочной фиксации заготовок в тисках.
- Неподвижная губка снабжена лапой для фиксации, стержень зажимается скобой.
- Ширина губок составляет 100-180 мм. По длине раскрытия доступны варианты на 90-180 мм.
- Губки сдвигаются вращением винта с прямоугольной нарезкой, а раздвигаются путем введения винта в трубчатую гайку.
При ослаблении винтов кольцо снимает блокировку подвижности.
По ГОСТ 4045-75 типы слесарных тисков отличаются от представленных. Заявлено три вида:
- общего назначения;
- с поворотной губкой;
- с дополнительными губками для труб.
Стандарт распространяется на модели с шириной губок 63-200 мм. Предполагаются поворотные и неповоротные варианты изготовления с ускоренным холостым ходом или без него.
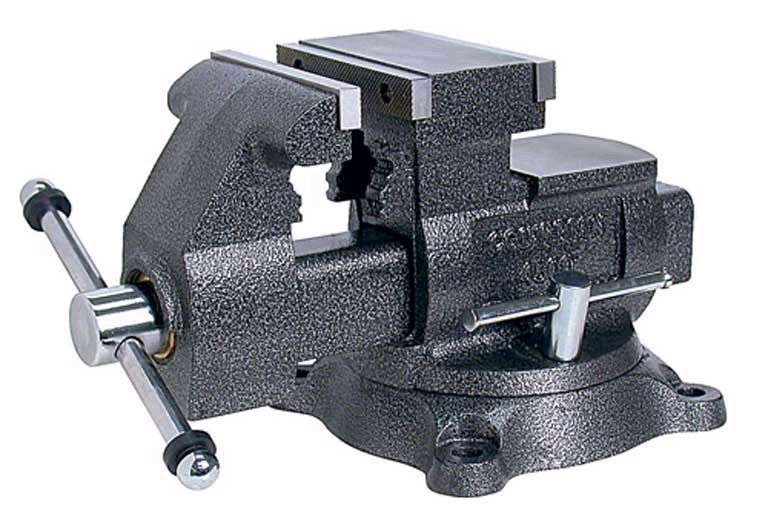
Станочные тиски

Инструмент повышенной точности, который отличается от слесарных моделей отсутствием люфта или его малым разбегом. Предназначены для производственных работ.
- Фиксируются на промышленных верстаках для механической обработки крупных деталей.
- Для удобства подстройки деталей чаще оснащены поворотным механизмом.
Делятся на базовые и синусные, дополнительно предусмотрено различное количество осей:
- Базовый или стационарный – деталь крепится перпендикулярно инструменту.
- Синусный – заготовка фиксируется под произвольным углом.
- Многоосевой – поддерживает поворот по нескольким координатным осям.
Доступны и станочные тиски для бытового применения, но они менее габаритны, чем производственные модели.
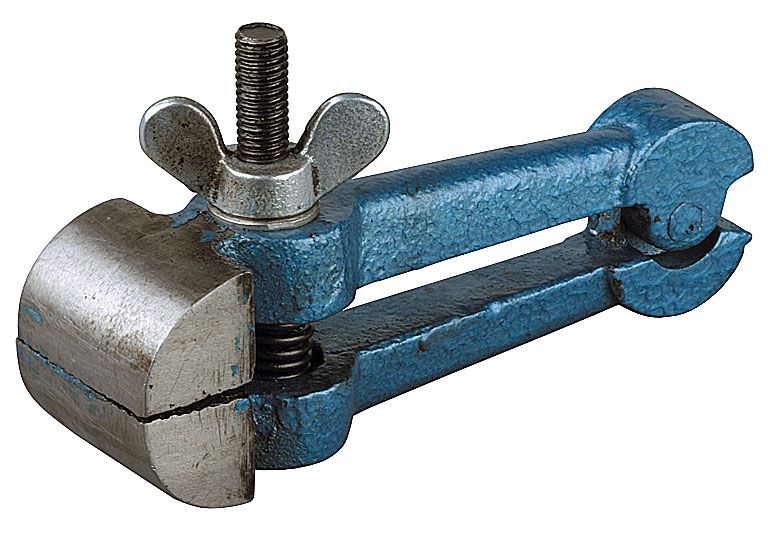
Ручные тиски

Компактный инструмент для обработки небольших деталей, не нуждается в креплении к столам. Встречаются двух типов, отличающихся системой фиксации.
- С губками – состоит из перемычки с винтом, стальных губ и ручки. Схождение губок достигается путем вращения рукоятки. Конус расположен с обратной стороны, входит между хвостовиками губок, вызывая их сжатие.
- С рычагами – напоминают плоскогубцы с защелкой. Имеют фиксирующий механизм, который состоит из двух рычагов, зажимающих губки.
Столярные тиски

Используются при работе с деревянными и пластиковыми заготовками. Чаще фиксируются винтами к столу или станине. Доступны вариации с фронтальным зажимом.
- К губкам обычно крепятся деревянные прокладки, чтобы удерживать заготовку, не портя при этом поверхность обрабатываемой детали.
- Предусмотрены накладки, чтобы не оставалось следов на деталях из светлой или мягкой древесины.
- Модели с фронтальным креплением подходят для вертикальных поверхностей.
- Встречаются модели с комбинированным устройством зажима – сочетание чугуна и дерева.
Некоторые столярные модели тисков оснащены быстрозажимными винтами для удобства позиционирования подвижной губки и предварительного зажима.
Преимущества

Достоинства тисков принято рассматривать в соответствии с их типом.
Плюсы слесарных тисков

- Губки чаще всего закалены, что придает им дополнительную износоустойчивость.
- Наковальни, присутствующие в большинстве моделей, устойчивы к механическим повреждениям.
- Модели с поворотным механизмом поддерживают разворот до 360°.
- Вес и габариты чаще небольшие.
Плюсы стуловых тисков

Стуловые модели отличаются от остальных типов набором достоинств:
- Предусмотрена возможность зажима длинномерных деталей.
- За счет пружины при откручивании винта губки быстро разжимаются, не требуется выполнение полных оборотов для опускания заготовки.
- Простота и прочность конструкции.
Станочные

- Повышенное усилие зажима обеспечивает пригодность для фиксации крупных металлических деталей.
- Высокопрочный корпус выдерживает серьезные механические нагрузки.
- Чаще всего предусмотрено защитное покрытие, противодействующее коррозии корпуса.
- Пригодны для проведения работ повышенной точности.
- Отсутствует люфт – фиксация заготовок жесткая.
Плюсы ручных тисков
- Поддерживают простую разборку для проведения ревизии.
- Не требуют креплений и организации рабочего пространства.
- Люфт в шарнирах минимален, а часто и вовсе отсутствует.
- Подходят для небольших точных работ.
- Рукоятка чаще покрывается сантопреном, поэтому инструмент не выскальзывает из рук при работе.
- Возможен зажим плоских деталей с расширенной площадью контакта.
- Самый распространенный материал изготовления – углеродистая сталь.
- Единственный вид тисков, пригодный для быстрой и корректной работы со смонтированным алюминиевым профилем, металлочерепицей.
Плюсы столярных тисков

- Пригодны для работы с заготовками из мягких материалов.
- Фиксация губок на одном уровне с поверхностью верстака позволяет обрабатывать крупные детали в единой плоскости.
- Повышенный ход раствора губок.
- Доступен широкий выбор крепежных систем, модели без станин пригодны для зажима непосредственно на готовой конструкции, не требуют ее предварительной разборки.
Проблемы

Экземпляры из чугуна менее прочны по сравнению с изделиями из стали. Остальные неудобства связаны с индивидуальными особенностями каждого типа.
Минусы слесарных тисков

- Чаще всего имеют люфт.
- Требуется выравнивание губок, которое не всегда возможно без использования профессионального инструмента.
- Быстрый износ стопорных шайб предполагает их регулярную замену.
- Длинномерные детали сложно зажать поперек губок.
Минусы стуловых тисков

- Непрочность крепления инструмента на верстаке и захвата.
- Захват узких предметов при зажиме возможен только верхними частями губок, а широких – нижними. Это происходит, потому что их рабочие поверхности параллельны друг другу не во всех положениях.
- Зажимы врезаются в деталь, оставляя на ней вмятины.
- Винт с открытой нарезкой загрязняется и склонен к быстрому износу.
Минусы станочных тисков

- Ориентированы на подъем деталей за счет перекоса губки по вертикали, поэтому при неровной укладке на заготовке остаются следы тисков.
- Для нивелирования перекоса под основание подвижной губки приходится подсовывать фольгу или применять тиски, захватывая детали только верхним краем.
Минусы ручных тисков

- Малая ширина и разбег губок не позволяют обрабатывать крупные элементы.
- Корректный зажим предусмотрен только для мягких металлов, но зубцы, которыми оснащается большинство ручных моделей, оставляют на нем вмятины.
- Не подходят для работы под углом без дополнительных приспособлений.
- Невозможно зажать габаритную деталь в нужном положении.
Минусы столярных тисков

- Не годятся для обработки деталей с повышенной жесткостью.
- Чаще применимы лишь в качестве бытового подручного инструмента.
- Модели без верстаков непопулярны из-за пониженной жесткости захвата.
- Вариации с верстаками чаще идут в расширенной комплектации, требовательны к пространству и освещению.
Как выбрать тиски

При выборе тисков учитывается сфера их применения и размеры заготовок, которые планируется в них устанавливать.
Слесарные – предполагают повышенное усилие зажима при обработке деталей, поэтому предпочтительны жесткие модели из стали, а не из порошкового металла.
- Ходовой винт с треугольной метрической резьбой быстро изнашивается, а усилия зажима недостаточно для обработки габаритных заготовок.
- Вес конструкции косвенно характеризует его прочность.
- Для обработки деталей в вертикальном положении выбираются модернизированные слесарные тиски. Их основание вращается на 360°. Чаще оснащены увеличенной наковальней.
- Для круглых заготовок предпочтительны модели, корпус которых оснащен призмами. Эти тиски чаще применяются с ползунком.
Столярные – обращайте внимание на диаметр шнека и равномерность выравнивания стержней. Предполагается параллельное движение при вкручивании.
- Если инструмент идет неравномерно, риск повреждения заготовок увеличивается.
- Дополнительно осматриваются накладки зажимов, при выборе проверяются на куске пластика. Важно, чтобы не оставалось следов и вмятин на поверхности.
- В моделях с верстаком или станиной визуально проверяется ровность плоскости. Для этого нужно встать таким образом, чтобы ближайший угол станины оказался на уровне глаз – изъяны становятся заметными, когда плоскость выглядит как струна.
- Фронтальные тиски доступны лишь с винтовым механизмом и направляющим стержнем. Стоит продумать, удобно ли это для текущих эксплуатационных нужд.

Станочные – выбираются для обработки материалов повышенной жесткости, поэтому в приоритете находится функциональность.
- Губки для фиксации заготовки меньшей высоты, чем в других типах.
- По сравнению со слесарными тисками конструкция является более жесткой.
- Инструмент крепит деталь под конкретным углом и поддерживает поворачивание вокруг вертикальной оси.
При выборе учитывается материал, из которого изготовлен инструмент. Предпочтительны модели из закаленной стали.
Если подобный вариант не укладывается в бюджет, старайтесь выбрать устройство со стальными подвижными деталями, так как они подвержены наибольшему износу.
Важна антикоррозийная обработка инструмента – покрытие чаще всего наносится на резьбовые детали, но встречается и цельное.

Двойные станочные – поддерживают одновременную обработку нескольких деталей, но для постоянной бытовой эксплуатации неудобны.
Синусные – используются при сложной обработке деталей. Они поддерживают уклон крепления детали в нескольких взаимноперпендикулярных плоскостях.
Ручные – при выборе стоит проверить параллельность губок, качество схождения и размер зазора.
- Люфт рукоятки – признак инструмента, с которым будут сложности.
- Ширина рабочего зазора в открытом состоянии – параметр, определяющий, войдет ли заготовка в инструмент. Зазор в ручных моделях, как правило, небольшой, поэтому стоит тщательно примерять габариты.
- Проверьте, оставляют ли зубцы вмятины на мягком металле. В таком случае предпочтителен инструмент с меньшей высотой резьбы зажимов.

Поворотная основа фиксации инструмента удобна в работе, но снижает жесткость конструкции. Механизм поворота – самое слабое звено инструмента, поэтому такая функциональность выбирается только в случаях, когда без нее работа невозможна.
При выборе стоит определить величину угла, который чаще требуется во время работ. Доступны вариации с минимальным углом поворота и модели, вращающиеся на 180 или 360 градусов.
Статичные модели надежнее, но подбор точки крепления затрудняется параметрами верстака. С нестандартными заготовками чаще используются дополнительные устройства для фиксации: наживление с помощью болтов или захват струбциной.
Какие тиски лучше

Определение лучших тисков по типу не может быть корректным, так как их функциональность различна. В этом случае применяется оценка рабочих элементов конструкции.
- Размеры губок. Широкие губки предохраняют от соскальзывания заготовок при работе. Эффективная площадь поверхности увеличивается с помощью накладок, но предпочтительнее тиски, которые изначально идут с широкими губками.
- Ход подвижной губки. Тиски редко раскрываются при работе на всю ширину, но глубокий ход обеспечивает универсальность зажима. Если инструмент выбирается не для разовой работы, предпочтительны модели с максимальной длиной хода.
- Рукоятка. Должна быть удобной, так как именно с этой деталью будет происходить основное взаимодействие. Металлические рукоятки большого диаметра удобнее, чем аналоги стержневого типа.
Регулировка давления при зажиме детали не должна быть тугой. Этот параметр зависит от длины рабочей части ручки – расстояния от центра винта до наконечника.
Как пользоваться тисками

Корректная эксплуатация тисков заключается в своевременном уходе за инструментом и соблюдении ряда мер предосторожности.
Уход

Чтобы сохранить тиски в рабочем состоянии, содержите резьбовые и подвижные детали в чистоте, для этого достаточно протирать их тканью с растворителем после каждого использования.
Смазка – детали и узлы обрабатываются маслом для двигателя для поддержания плавного открывания подвижных губок. Процедура способствует и защите от коррозии:
- полностью раздвиньте губки и нанесите слой смазки;
- сомкните и разомкните детали несколько раз, чтобы равномерно распределить покрытие.
- нанесите вещество на ржавчину и оставьте на ночь;
- зачистите поверхность инструмента щеткой по металлу, пока ржавчина не сойдет;
- смойте вещество водой и полностью просушите тиски.
Меры предосторожности

Тиски рассчитаны на определенные нагрузки. Несоблюдение условий инструкции грозит инструменту преждевременным выходом из строя.
- Слесарные модели чувствительны к перепаду объемов деталей – он ослабляет фиксацию губ. Этот тип оборудования не подходит для обработки нагретых стальных деталей.
- Недопустимо удлинение рукоятки тисков, особенно в зажимных моделях, так как оно увеличивает нагрузку на конструкцию.
- Модели со станиной закрепляются только на ровных поверхностях в целях безопасности и предупреждения излома заготовок.
В параллельных моделях важно не допускать перегиба зажатых деталей во избежание порчи механизма.
Гарантия

Гарантийные обязательства распространяются на оборудование с корректным набором документов:
- Талон с заводским номером, указанием даты приобретения, штампом продавца. В отдельных случаях требуется подпись покупателя.
- Документы, подтверждающие покупку: накладная, кассовый или товарный чек.
Обязательства производителей не распространяются на следующие элементы:
- сменные аксессуары – в зависимости от модели чаще это губы или кулачки;
- устройства для поверхностной механической защиты – кожухи, муфты;
- детали с быстрым износом или ограниченным ресурсом – направляющие или ролики из пластика и резины, подшипники.
В гарантийном обслуживании откажут, если инструмент имеет следы механических повреждений, использовался не по назначению или подвергся износу в результате неправильного ухода.
Неисправности и ремонт тисков

Чаще изнашиваются функциональные части инструмента или корпус.
Разрушение корпуса

Происходит из-за превышения нагрузок или слабости металла. Отламываются куски в моделях, изготовленных с использованием чугунных элементов. Ремонт предполагает сваривание поврежденного элемента и основы. Выполняется в сервисе или домашних условиях.
Чаще используются никелевые или железо-никелевые электроды. Сварку корпусов тисковых гаек выполняют газопорошковым методом.
Износ винта

Вынимается шток и гайка с трапециевидной резьбой, после чего заменяется аналогом.
За неимением аналога вытачивается самостоятельно с помощью токарного инструмента:
- В качестве альтернативы подходящая деталь обтачивается с использованием сверлильного станка или ножовки, болгарки с отрезным кругом.
- От штока отрезается резьбовая часть.
- В остатке штока сверлятся по оси симметрии отверстия.
- Детали совмещаются с помощью штифта, а затем свариваются.
Износ стопорного штифта

Признак неисправности – вал выкручивается, хотя деталь остается зажатой и не вынимается. Ремонт трудоемок, требует полного разбора инструмента и вытачивания нового штифта. Основную проблему при замене готовит сборка. От ее корректности зависит работоспособность тисков:
- На очищенное основание надвигаются главные губы как можно глубже к бортику корпуса (обычно он расположен слева).
- Устанавливаются и крепятся по очереди планки, затем для их жесткой фиксации потребуется немного сдвинуть губы в обратную сторону.
- Внутрь вставляется винтовой зажим и сам ходовой винт, после чего конструкция фиксируется гайкой.
- Монтируется новый штифт, предварительно смазанный литолом.
- Устанавливается защитный кожух и крепится с помощью винтов.
- Инструмент прикручивается к основанию.
Перечисленные неисправности невозможно починить без подручного оборудования или аналогичных деталей. Если их нет, инструмент потребует сервисного ремонта.
Производители тисков

Некоторые производители не предоставляют гарантий на ручной бытовой инструмент, обязательства распространяются на профессиональные модели.
Dexx

Украинский производитель ручного инструмента и оснастки. Тиски слесарные с функцией поворота. Гарантия от 1 года.
FIT

Производитель из Канады. Бюджетные модели пневмо- электро- и ручного инструмента. Тиски настольные и станочные Гарантия на ручной инструмент не заявлена.
IRWIN

Американский производитель, ориентированный на ручной инструмент. Тиски слесарные с наковальней из мелкозернистого чугуна. Гарантия производителя пожизненная, но дилеры в России заявляют срок от 1 месяца.
KRAFTOOL

Производитель из Германии. Представлен преимущественно ручной инструмент, включая тиски со струбцинами. Гарантийный срок от 12 месяцев.
Sturm

Российский производитель, несколько торговых марок бюджетного инструмента. Доступны слесарные тиски и станины. Срок гарантии 14–25 месяцев в зависимости от инструмента.
Wolfcraft

Немецкий производитель, специализирующийся на инструменте для домашних работ. Тиски из алюминия машинные и универсальные. Гарантия 5 лет.
Zubr
Производитель из России, ориентированный на бюджетный ручной и электроинструмент. Доступны тиски поворотные, столярные и ручные, есть модели со струбциной. Гарантия на ручной инструмент не заявлена.